L
a ITMA 2003 fue de gran éxito para Savio, ya que la presencia de la compañía fue un hito
en el sector de la hilatura open end gracias a los positivos resultados alcanzados a través de la
nueva máquina “FlexiRotorS 3000”/Duo Spinner, tanto en términos de proposición técnica así como en
el interés demostrado por el gran número de visitantes.
Después de lograr ventas en el 2003 por un valor de 163 millones de euros, con una
participación en el mercado de casi un 40% en el sector del bobinado, Savio continúa en su programa
de inversiones basado en el desarrollo de nuevas máquinas y nuevas tecnologías.
En Turquía, Savio, durante muchos años, ha alcanzado una posición de liderazgo de sus
productos, incluyendo las bobinadoras automáticas ORION y ESPERO, las retorcedoras dos por uno
GEMINIS y GEMINIS S, las bobinadoras ESPERO/VOLUFIL para el encogimiento continuo y el
voluminizado, y la hiladora a rotores FRS.
En la ITM 2004 en Estambul, Turquía, Savio exhibirá la “FlexiRotorS 3000” y la bobinadora
automática ORION E, que consolidaron su posición en el 2003 y la primera mitad del 2004.
Aspecto de nueva máquina de hilar open end modelo “FlexiRotorS 3000″/Duo Spinner, fabricada
por Savio.
Ventajas de la máquina
La “FlexiRotorS 3000”/Duo Spinner representa un proceso open end único disponible en el
mercado, en el que la calidad del hilo y del paquete están perfectamente armonizadas con el mejor
planeamiento flexible de la producción. Estas ventajas se pueden sumarizar de la manera siguiente:
• Se espera que las hilanderías entreguen sus hilados “Justo a tiempo”, lo
que significa cambios de lotes frecuentes y planeados en la máquina. Se requiere que las
hilanderías estén listas para entregar lotes de hilo reducidos en comparación con tiempos
anteriores. En otras palabras, la flexibilidad de las hilanderías se ha convertido en uno de los
aspectos más competitivos, y en muchos mercados es una prioridad.
• La flexibilidad es garantizada por lados de la máquina completamente
independientes, dos máquinas en una, en términos de velocidad del rotor, velocidad del rodillo
peinador, los valores de torsión, los valores de estiraje, y la velocidad de bobinado o enrollado
del hilo.
• Control electrónico total de los parámetros de hilatura, que se pueden
ajustar por medio de los teclados del PC principal de la máquina (ajuste sin manos).
• Formación electrónica del paquete, patentada por Savio, por medio de un
movimiento de guiahilo automatizado, que personaliza el paquete final de acuerdo al proceso
posterior y a los requerimientos, en relación con el ángulo de cruzado del bobinado, la modulación,
densidad, la carrera de la cursa, el centrado de la cursa en el tubo, y el valor del desplazamiento
axial.
• Los paquetes de alta densidad, que pueden alcanzar hasta 12 lbs (6 kg)
en títulos bastos, con un diámetro de 320 mm.
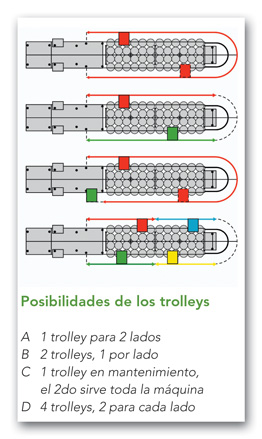
• 1, 2 ó 4 trolleys o carritos de patrullaje por máquina .
• Además de lo anterior, una “modernísima caja de hilatura”, que alcanza
una velocidad de rotor de 150.000 rpm, con velocidad de salida de 250 m/min.
• Lados independientes para asegurar una máxima flexibilidad, debido a que
es posible trabajar con dos materiales diferentes, así como con dos diferentes títulos, torsiones,
estirajes, velocidades de rotor, velocidades del rodillo peinador, densidades del paquete de
bobinado, diámetros, etc.
Planeamiento óptimo
El planeamiento óptimo del sistema de producción debido a diferentes producciones se puede
dividir por un sólo lado en lugar de para una sóla máquina y, como resultado, se puede responder
rápidamente a los requerimientos de los lotes de hilo con cortos plazos de entrega.
El hecho de que los dos lados son independientes, junto con la habilidad de los dos trolleys
de controlar simultáneamente un lado de la máquina, conduce a más eficientes “cambios de lote” y “
mantenimientos del lado de la máquina”.
Paquetes de diferentes colores se pueden procesar en el mismo lado sin posibilidad de
contaminación gracias al gran canal de recolección de desperdicios colocado estratégicamente bajo
la caja de hilatura. Un juego de cepillos móviles con movimiento alternativo descargan los
desperdicios en una unidad de aspiración. Además, gracias a la manera en que los dos trolleys
controlan los lados de la máquina, se puede asignar un número de unidades de un lado a uno de los
trolleys con el fin de aumentar la capacidad.
Empalmado flexible
El ciclo de empalmado y mudado flexible permite controlar ambos lados de la máquina de la
manera siguiente: cada trolley está adherido estrictamente a su propio lado; ambos trolleys
controlan los dos lados separadamente (comparten automáticamente la carga de trabajo); si uno de
los trolleys está siendo sometido a servicio, el otro trolley puede controlar ambos lados.
Cuando pasan de un lado al otro, los trolleys son ajustados automáticamente con los ajustes
requeridos por el lado en el que van a trabajar. Si una de las operaciones falla de completar el
ciclo, sólamente se repite la operación fallida. Esto se debe a la “independencia total” de todos
los dispositivos, que son accionados individualmente por medio de motores escalonados.
El monitorizado del ciclo es realizado a través de una serie de sensores montados en las
unidades para controlar no sólo las varias fases mecánicas de los movimientos de rotación, sino
también la presencia y posición correcta del hilo en cada fase. Como resultado de ésto, se
garantiza la repetibilidad mecánica y tecnológica del empalmado.
Cabezal de control
Todos los parámetros del proceso de hilatura son ajustados por medio del PC para cada lado
de la máquina: la velocidad del rotor, la velocidad del rodillo peinador, el estiraje, la torsión,
la tensión de bobinado, el ángulo de cruce del bobinado, el dispositivo de prevención de cintas, el
desplazamiento axial, el dispositivo de Bobinado de Paquete Electrónico (E.P.B.), el dispositivo de
aspiración, y los trolleys de empalmado/mudado.
También es posible el ajuste cuando la máquina está funcionando. Un software de “seguridad”
garantiza el monitorizado y la constancia de los parámetros de trabajo así como las relaciones
entre los mismos. Como resultado de ésto, todos los ajustes de la máquina son preservados, incluso
si hay una temporaria interrupción de la energía y/o si se detiene el funcionamiento de la máquina.
El contrapeso y amortiguado de la silleta del paquete son ajustados neumáticamente con
sistemas separados, pero al mismo tiempo son centralizados en el cabezal de cada lado de la
máquina, y por lo tanto, se requiere una mínima intervención del operario.
También se provee comunicación por radio y un sistema de ajuste de los parámetros de la
máquina por medio de un PC portátil tipo “Palmtop”, el cual interactúa con todo el sistema
electrónico de la máquina, de modo que la persona a cargo pueda monitorizar el rendimiento de la
máquina a distancia y ajustar los datos como si estuviera al frente del PC principal.
Bobinado electrónico
El bobinado del paquete electrónico se realiza a través de los siguientes parámetros, que se
pueden ajustar en el PC que controla el Mando Electrónico del Guiahilo en el cabezal: el ángulo de
cruce del bobinado, la dinámica de la unidad del guiahilo, el perfil de la velocidad del guiahilo
dentro de la cursa, la variación del dispositivo anti-cintado, la variación de la frecuencia del
dispositivo anti-cintado, la variación alterna de la frecuencia del dispositivo anti-cintado, el
desplazamiento axial, la frecuencia del desplazamiento axial, el ajuste de la cursa, y la reserva
de longitud variable.
Por medio del PC es posible, de hecho, realizar paquetes de diferentes tamaños, densidades y
ángulos de cruce de bobinado de acuerdo a los requerimientos del mercado y a los procesos
posteriores. También se pueden realizar paquetes con una cursa diferente y centrado diferente en
relación con la línea central del tubo.
Es posible el bobinado de paquete electrónico certificado, con un diámetro máximo de 320 mm
en paquetes cilíndricos con un peso de 6 kg, gracias a las características de la Formación de
Paquete Electrónica (E.P.B.). Otras ventajas son una mayor alocación de la fileta de urdido y un
menor número de tubos en circulación.
Estos ahorros se pueden cuantificar en alrededor de un 30% cuando se refiere a los pesos
máximos obtenibles con otras máquinas y con el mismo diámetro del paquete.
El paquete es certificado de acuerdo a su longitud y densidad. Una vez que se alcanza la
longitud del paquete —ajustada en el PC— el diámetro es revisado también durante la mudada.
Cualquier paquete con un diámetro más grande o más pequeño que el permitido por el rango de
tolerancia ajustado en el PC no es descargado y la unidad entra en estado de alarma. El cliente
sabe cómo obtener aún más provecho de esta máquina.
Mayo-Junio 2004
